

")
")
Techniczny biuletyn marketingowy Folie EarthFirst PLA UL
EarthFirst jest nazwą handlową poli(kwasu mlekowego), zwanego również polilaktydem (PLA), produkowanego przez firmę Sidaplax/Plastic Suppliers. Folia ta ma wiele zastosowań, jednakże w niniejszym biuletynie koncentrujemy się na folii zgrzewalnej EarthFirst UL.
Folia EarthFirst PLA UL to nowa, rewolucyjna folia zgrzewalna, oferująca wszystkie zalety biopochodnej rodziny folii EarthFirst przy cenie równiej lub niższej, niż standardowe folie zgrzewalne z LDPE.
Ogólne zalecenia dotyczące składowania
W poniżej określonych warunkach składowania, w czasie sześciu miesięcy od daty sprzedaży żadne własności folii EarthFirst nie powinny ulec zmianie.
- Temperatura składowania nie może być wyższa od 49°C lub niższa od 4°C.
- Folii nie należy narażać na bezpośrednie działanie promieni słonecznych i/lub gwałtowne zmiany temperatury.
- Najlepsza wilgotność składowania to 40 – 70% WW.
- Do chwili rozpoczęcia produkcji zwoje folii powinny pozostać w oryginalnym opakowaniu.
- Folii nie należy składować w pobliżu materiałów emitujących nieprzyjemne, szkodliwe lub toksyczne opary.
- Wyroby laminowane wykonane z folii EarthFirst należy składować w takich samych warunkach jak powyższe.
Ogólne zalecenia dotyczące manipulacji produktem
- Bezpośrednio po dostawie materiału należy poddać go kontroli pod kątem potencjalnych uszkodzeń podczas transportu, a przeprowadzenie takiej kontroli poświadczyć podpisem.
- Przed użyciem folie należy składować co najmniej 24 godziny w pomieszczeniu produkcyjnym.
- Podczas przeładunku zwojów folii należy przestrzegać przepisów bezpieczeństwa, by nie dopuścić do urazów ciała i/lub uszkodzenia folii.
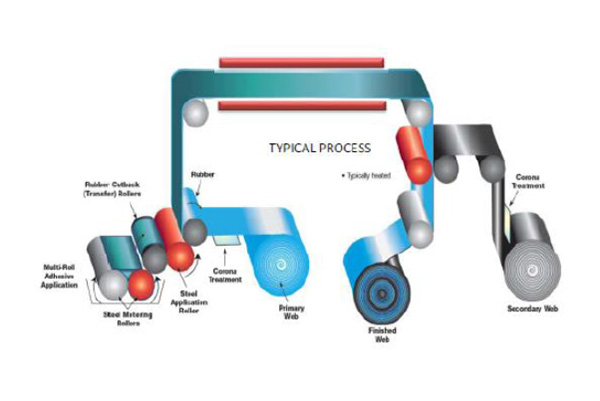
Laminowanie / Przetwórstwo
Folię EarthFirst UL należy poddać wyładowaniom koronowym w ten sam sposób, jak to się robi w przypadku folii LDPE, do uzyskania napięcia zwilżania 45 dyn/cm. Laminowanie folii należy prowadzić na maszynach przeznaczonych do stosowania klejów rozpuszczalnikowych, klejów wodorozcieńczalnych lub bezrozpuszczalnikowych, dwuskładnikowych klejów poliuretanowych.
Naprężenie wstęgi wszystkich folii EarthFirst UL przy odwijaniu ze zwoju należy utrzymywać w zakresie 0,54 – 0,90 Kg/100 mm. Zbyt małe naprężenia rozwijania mogą powodować niestabilne ruchy wstęgi w kierunku poprzecznym, natomiast nadmierne naprężenia rozwijania mogą powodować pęknięcia wstęgi, szczególnie przy podwyższonej temperaturze folii. Naprężenia wstęgi folii przy zwijaniu nie powinny się znacznie różnić i mieścić się w zakresie 0,62 - 1,07 Kg/100 mm, zależnie od stopnia pokrycia farbą drukarską oraz położenia rolki dociskowej.
Kleje rozpuszczalnikowe
Dow Adcote 577/87-124 – brak zatwierdzenia dla metalizowanych UL
Henkel Loctite Liofol LA 3817 i Loctite Liofol LA 6127 – brak zatwierdzenia dla metalizowanych UL
Morchem PS 255 ECO & CS – 95 (kompostowalny) – brak zatwierdzenia dla metalizowanych UL
- Dla tego rodzaju klejów zaleca się stosowanie wałka aniloksowego; przed połączeniem z folią dolotową konieczne jest właściwe wysuszenie powłoki w suszarce tunelowej.
- Temperatura suszenia kleju zależy od rodzaju foli nośnej; w żadnym wypadku nie wolno i nakładać kleju na taśmę folii EarthFirst UL.
- Taśmę nośną (bazową) zwykle łączy się taśmą dolotową (wtórną) przy docisku wałów laminujących 0,14 – 0,21 N/mm² (1,4 – 2,1 bara) i ich temperaturze 60°C – 88°C, w zależności od rodzaju użytych folii.
- Należy ściśle przestrzegać proporcji mieszania i rozcieńczania składników klejów zalecanych przez ich producenta.
- Typowa gramatura warstwy kleju wynosi 3 – 3,5 g/m² na sucho, zależnie od rodzaju folii, farb drukarskich oraz wymogów wytrzymałościowych.
- Należy ściśle przestrzegać zaleceń dotyczących środków ostrożności podczas pracy z izocyjanianami. Owe środki ostrożności obejmują, lecz nie ograniczają się do stosowania sprzętu ochrony osobistej (tj. rękawic, masek i okularów ochronnych).
- Jako rozpuszczalniki można stosować ketony, jak również inne typowe rozpuszczalniki organiczne zawierające aceton. Nie wolno stosować jako rozpuszczalników alkoholi i wody, także do czyszczenia, gdyż reagują z klejem.
Kleje wodne
BASF Epotal P100 ECO (kompostowalny) – Wszystkie klasy
BASF Epotal CF 500
BASF Basonat LR 9056 (utwardzacz do polimerowych środków dyspergujących)
Evonik Industries Tego Antifoam (środek przeciwpieniący)
BASF Lumiten I – SC (środek zwilżający)
DOW Robond L148/9-101 – Wszystkie klasy
- W przypadku tego rodzaju klejów najlepszym sposobem nanoszenia jest wałek grawiurowy poruszający się przeciwbieżnie do ruchu wstęgi; jednakże można stosować również współbieżne nanoszenie grawiurowe, jeśli jednocześnie stosuje się pręt wygładzający w kierunku przeciwnym do ruchu siatki.
- Temperatura suszenia kleju zależy od rodzaju foli nośnej; w żadnym wypadku nie wolno nakładać kleju na taśmę folii EarthFirst UL.
- Taśmę folii nośnej, z warstwą kleju zwykle łączy się z drugą folią przy docisku wałów laminujących 0,14 – 0,21 N/mm² (1,4 – 2,1 bara) i ich temperaturze 60°C – 88°C, zależnie od rodzaju folii.
- Należy ściśle przestrzegać proporcji mieszania i rozcieńczania składników klejów zalecanych przez ich producenta.
- Typowy gramatura powłoki kleju wynosi 1,6 – 2,4 g/m² na sucho, zależnie od rodzaju folii, farb drukarskich oraz wymogów wytrzymałościowych.
- Kleje wodne można mieszać z innym produktami tego rodzaju. Celem niedopuszczenia do koagulacji należy koniecznie sprawdzić, czy żaden składnik nie ma odczynu pH niższego od 7.
- Celem niedopuszczenia do koagulacji pojemniki, rury i pozostałe wyposażenie wchodzące w kontakt z klejami Epotal muszą być wykonane z materiałów odpornych na korozję, na przykład stali nierdzewnej 18/8 lub z tworzyw sztucznych.
- Należy ściśle przestrzegać zaleceń dotyczących środków ostrożności podczas pracy z izocyjanianami. Owe środki ostrożności obejmują, lecz nie ograniczają się do stosowania sprzętu ochrony osobistej (tj. rękawic, masek i okularów ochronnych).
Kleje bezrozpuszczalnikowe
Dow Morfree 75-164/C411 CT – Wszystkie klasy
Dow Morfree 75-197/CR5 – Wszystkie klasy
Dow Pacacel 75-191/CR89 – brak zatwierdzenia dla metalizowanych UL
Ashland Purelam A – 9500 / B – 9240 – brak zatwierdzenia dla metalizowanych UL (procedura w toku)
Coim Novacote SF-9740 / CA – 478 – brak zatwierdzenia dla metalizowanych UL (procedura w toku)
- Maszyny do klejów bezrozpuszczalnikowych muszą być wyposażone w układ ich nanoszenia składający się z 3, 4 lub 5 rolek gładkich oraz doskonały układ sterowania naprężeniem taśm folii.
- Dwuskładnikowe, bezrozpuszczalnikowe kleje poliuretanowe generalnie nakłada się na folię w temperaturach 49°C – 57°C. W żadnym wypadku nie wolno nakładać kleju na taśmę EarthFirst UL.
- Folię nośną z warstwą kleju zwykle łączy się z drugą folią (dolotową) przy docisku wałów laminujących 0,14 – 0,21 N/mm² (1,4 – 2,1 bara) i ich temperaturze 46°C – 65°C.
- Kleje dwuskładnikowe należy mieszać w stosunku zalecanym przez dostawcę kleju.
- Typowa gramatura powłoki kleju wynosi od 1,1 do 2,0 g/m², zależnie od rodzaju folii, farb drukarskich oraz wymogów wytrzymałościowych.
- Należy ściśle przestrzegać zaleceń dotyczących środków ostrożności podczas pracy z izocyjanianami. Owe środki ostrożności obejmują, lecz nie ograniczają się do stosowania sprzętu ochrony osobistej (tj. rękawic, masek i okularów ochronnych).
- Jako rozpuszczalniki można stosować ketony, jak również inne typowe rozpuszczalniki organiczne zawierające aceton. Nie wolno stosować jako rozpuszczalników alkoholi i wody, także do czyszczenia, gdyż reagują z klejem.
*Umiejscowienie tunelu suszącego do klejów rozpuszczalnikowych i wodnych
Przetwórstwo po laminowaniu
- W zależności od rodzaju kleju, dopiero po jego usieciowaniu, co trwa w temperaturze pokojowej zwykle 3 - 5 dni, zlaminowaną strukturę można poddawać dalszemu przetwórstwu, na przykład cięciu.
- Ostateczną siłę związania uzyskuje się zwykle w ciągu 7 - 14 dni, w temperaturze 25°C i przy wilgotności względnej 50%: niższe temperatury skutkują dłuższym czasem sieciowania.
- Przed końcowym etapami jak zapakowanie, manipulacje magazynowe i transportowe, itp., laminat należy poddać kontroli pod kątem bezpieczeństwa zdrowotnego (migracja) oraz warunków jakie mogą wpływać na zmianę siły związania warstw i wytrzymałość połączeń zgrzewanych, co zależne jest od stosowanych folii i pakowanego produktu.
Zgrzewanie
Krzywe zgrzewania EarthFirst UL
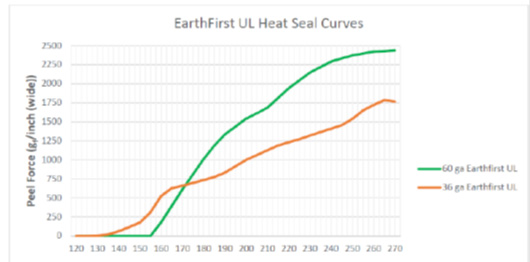
Temperatura °F
EarthFirst UL zlaminowany z 12 mic PET
Czas zgrzewania - 0,25 s, docisk – 4,2 bar, jednostronne grzane szczęki
Prędkość przesuwu szczęk zrywarki – 25 cm/min
Krzywa wytrzmałości zgrzewu na gorąco (hot-tack)
9 mic EarthFirst UL zlaminowany z 12 mic PET
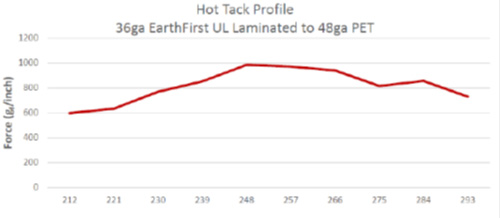
Temperatura °F
Czas zgrzewania - 0,5 sek.
Docisk szczęk – 3,0 bar
Prędkość separacji po zgrzaniu – 3,3 cm/s
Regulacje prawne
Niniejszym zaświadcza się, że wszystkie surowce użyte w produkcji powyższych produktów spełniają wymogi określone w przepisach U.S. Food & Drug Administration (Amerykańskiego urzędu kontroli żywności i leków), jak następuje:
Stanowisko FDA: niniejszym zaświadcza się, że wszystkie surowce użyte w produkcji waszej folii do wyżej wymienionego produktu spełniają wymogi określone w przepisach ustępu 201 (s) Federalnej ustawy o żywości, lekach i kosmetykach, oraz Części 182, 184 i 186 Rozporządzenia ws. dodatków do żywności.
FCN: W Stanach Zjednoczonych zgodnie z FCN 178 (Food Contact Notification), obejmuje to wszystkie rodzaje żywności z ograniczeniem warunku stosowania B-H.
W Unii Europejskiej określa się surowiec jest zgodny z Rozporządzeniem 1935/2004/WE i Rozporządzeniem 10/2011 obowiązującymi wszystkie państwa członkowskie. Rozporządzenie 10/2011 określa całkowitą migrację na poziomie 10 mg/dm2. W rozporządzeniu 10/2011 nie określono limitu migracji specyficznej (SML) dla powyższej klasy materiału.
Niniejszego produktu, pod warunkiem stosowania dobrych praktyk produkcyjnych, można bezpiecznie używać jako elementów artykułów, które wchodzą w bezpośredni kontakt z żywnością, w najsurowszej zgodności z ograniczeniami określonymi w warunkach stosowania od B do H, jak opisano w Tabeli 2 dokumentu 21 CFR 176.170 (c). Jednakże, z uwagi na relatywnie niska temperaturę mięknienia zalecamy stosowanie powyższego produktu wyłącznie zgodnie z warunkami od E do G. Żadnych z tych zastosowań nie ograniczają warunki opisane w Tabeli 1 dokumentu 21 CFR 176.170 (c).
Uwaga:
Wszystkie informacje przedstawione w niniejszym dokumencie uważa się do dokładne i rzetelne, a służą wyłącznie jako podstawa do rozważenia, zbadania i weryfikacji przez użytkownika. Informacji nie należy uważać za wyraźne lub domniemane oświadczenie lub gwarancję, za którą firma Plastic Suppliers przyjmuje prawną odpowiedzialność. Wszelkie gwarancje, łącznie z gwarancją jakości handlowej, przydatności do określonego celu lub nienaruszania praw własności intelektualnej stron trzecich, niniejszym są w sposób wyraźny wyłączone.
Z uwagi na fakt, że skład produktu, określone zastosowanie i warunki użytkowania pozostają poza kontrola firmy Plastic Suppliers, firma Plastic Suppliers Inc. nie udziela żadnych gwarancji ani nie składa oświadczeń dotyczących wyników, jakie użytkownik może uzyskać. Użytkownik ponosi wyłączną odpowiedzialność za określenie przydatności wspomnianych produktów do określonych zastosowań użytkownika.
Firma Plastic Suppliers uprasza, by użytkownik zapoznał się z treścią, przyswoił i przestrzegał warunków określonych w niniejszym dokumencie, jak i w Arkuszach danych bezpieczeństwa materiału.
Wrzesień 2019 r.
www.pakmar.com.pl e-mail papier@pakmar.com.pl tel.228578097